
In the production process of lithium batteries, the finished product should be automatically taken off the production line and sent to the inspection station for appearance inspection through the intelligent image processing system, and then the qualified products are sent into specific packaging containers, and the unqualified products are sent into Inside another container. This is the last step before packaging in the battery production by Sonnenschein, the largest battery manufacturer in Europe. In the entire battery production process, several stations use Behella's palletizing robots. Although the functions performed by these robots are not exactly the same, the same tray is used to facilitate the operation of products at different stations. This article will briefly introduce the final appearance inspection, palletizing robot with visual inspection system as an example.
The composition and working process of a feeding mechanismFigure 1 shows the original picture of a standard batch supply mechanism, which consists of the lifting part of the tray stack, the horizontal movement part of the tray and a two-dimensional XZ robot. In the example shown in Figure 1, there are a total of eight trays in the lifting part of the tray stack. In fact, there are 14 small trays in a stack. The linear motion unit drives any precise movement up and down. When working, raise the first tray at the top to a certain height higher than the horizontal movement axis and stop, and then move the first tray in the horizontal axis so that the carriage is under the first tray. Then the lifting shaft is lowered so that the first pallet is on the pallet of the horizontal shaft. Then the lifting shaft is raised by 10mm, and then the horizontal axis moves back to bring the tray to the front of the two-dimensional XZ robot. The XZ two-dimensional robot handles the first row of parts one by one, and then put it back in place after handling. When a row of parts is processed, the horizontal movement axis moves forward to make the second row of parts in a position that can be grasped by the robot. By analogy, after processing the last row of parts, the horizontal movement axis returns the tray to the original position of the lifting axis. Then process the parts of the next pallet, and so on, until all the parts on the last pallet are processed.
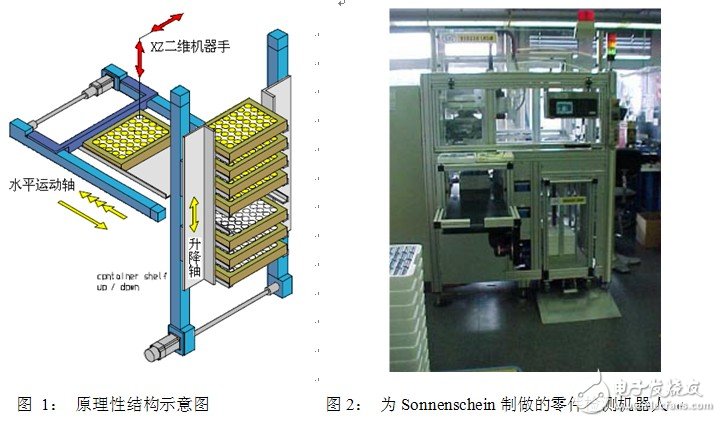
The feeding system shown in Figure 2 has a maximum of 14 pallets at a time. The size of each tray is 320*250*35mm, with 100 batteries, each battery weighs 10 grams. With a suction cup gripping five batteries at a time, five parts are transported, inspected and put back into the tray every 5 seconds on average. Each pallet exchange takes 4 seconds, and the positioning accuracy of each moving part is 0.1mm.
The lifting shaft adopts a gantry structure composed of two PAS42BB, and the maximum load can reach 80 kg. The horizontal movement axis adopts two PAS41BR, the maximum load can reach 20 kg. The X-axis of the XZ two-dimensional robot uses PAS42BB, and the Z-axis uses LM-A41BB. The movement speed is as high as 60 m/min. The claw is a sucker, and it grabs five parts at a time.
Introduction to the Three Vision SystemThe visual inspection system adopts the smart camera VC4466C color smart camera of German VC company, equipped with CCD sensor, the resolution is 1024*768 pixels, the output signal is progressively scanned, and 20 frames of images are output per second. The exposure time is from 5us to 20s, which can be set by software. Using TI's DSP, the operations that can be performed per second are 8000 MIPS (= million operations per second). Equipped with 4MB flash memory and 64MB data storage. With 4 programmable input ports and 4 programmable output ports, 1 RS232 interface, with SXGA video output and optional Ethernet output interface. Its overall volume is 110*50*35mm, its overall weight is 250 grams, and it is powered by 24VDC.
The template matching algorithm is used to quickly verify the following data of the battery:
1 Whether the surface color is consistent,
2 Whether the pattern is unclear or incomplete,
3 Whether there are any errors in the text.
Use the teaching method to take the qualified battery as a standard template, and then compare the images of the battery each time, so as to realize the above detection function. The advantage of the VC4466C color smart camera is that it does not occupy DSP resources when the camera is exposed to read a new image. DSP can be used to complete the template matching processing. The time to acquire an image is 50ms, and the time to complete a template matching is 100ms. All one smart camera system can complete the detection of 5 batteries.
Four control system and reducerThe whole robot system adopts the TLCC CAN bus control system of Baigla Company, and controls the movement of each axis through CANBus. TLCC puts the battery back to its original place or put it in the box of the unqualified product according to the test result from the VC4466C smart camera. All kinds of motion axes use TLC5 series intelligent drives, which receive motion commands from TLCC. The planetary reducer for each axis is the PLE series precision planetary reducer from Neugart, Germany. The whole system adopts 4 PLE series precision planetary reducers and 4 programmable intelligent servo drive system TLC534 with motion control function.
Five concluding remarksThis article introduces the structure and working process of the robot for mass feeding. It can be used for loading and unloading composed of Cartesian coordinate robots. The handling robot is very suitable for many applications, and has lower cost and higher efficiency than other robots. It is widely used in the production of cosmetics, food, mobile phones, sensors, toys, meters, etc. in Europe . The above is only one type of loading and unloading robot. We also have more than 10 other types of loading and unloading robots. Baigla has produced thousands of similar robots in the past two decades.
Dongguan Tuojun Electronic Technology Co., Ltd , https://www.fibercablessupplier.com