
The drawing tension is mainly controlled by the drawing furnace temperature, so the drawing tension (F) can be expressed as the drawing temperature (T) as:
F = A + B / T (1)
Where A and B are surface tension and viscous flow constant, respectively.
But glass is an amorphous "supercooled liquid" with short-range order and long-range disorder. The properties of glass, such as viscosity and ion diffusion speed, change gradually during the cooling process of the high-temperature melt. Below the transition temperature mainly depends on the statistical rules of the glass network structure and the coordination state of the ions outside the network. The optical fiber is rapidly cooled from about 2000 ° C to room temperature at a very high cooling rate (2000-8000 ° C / s), causing its high-temperature structure to freeze rapidly. During the cooling process, the particles or atomic groups are rearranged, and the glass structure changes with the external conditions. This is the fundamental reason why the drawing tension plays a major role in the performance of the optical fiber.
The equilibrium point of drawing tension and fiber attenuation
Because the size of the drawing tension is controlled by the temperature of the drawing furnace, the higher the drawing furnace temperature, the greater the degree of glass softening and the lower the drawing tension.
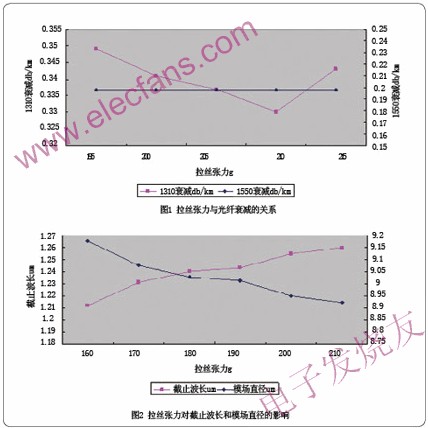
As can be seen from Figure 1, for the 1310nm window attenuation, as the drawing tension increases, the attenuation of the fiber will first fall and then rise, showing a parabolic shape, while the 1550nm window is attenuated within a range of drawing tension and does not follow the drawing The phenomenon of obvious changes in tension.
This is because at high temperatures, it is easy to induce the formation of point defects inside the quartz glass, resulting in increased attenuation of the optical fiber. At high temperature, the following reaction formula (2) easily occurs inside quartz:
Si‑O‑Si + H2 → Si‑O‑H + H‑O‑Si (2)
The absorption peak of Si-O-H is near 1380nm, which will cause the attenuation of the fiber to increase at the 1310nm window. At the same time, the drawing process is a process of rapid change in the volume of the high-temperature preform. After the preform is stretched at high temperature, its own chemical bonds may be destroyed, and the optical fiber is rapidly cooled to reduce the temperature, which is more likely to cause the increase of the defect of the optical fiber itself and the original The development of defects, and these defects will cause the fiber Rayleigh scattering attenuation to increase, the greater the temperature difference, the stronger the damage. The Rayleigh scattering is inversely proportional to the fourth power of the wavelength, so the attenuation at 1550nm changes with temperature as not obvious at the 1310nm wavelength.
As the temperature decreases, the above two mechanisms work together to make the attenuation of the optical fiber smaller, but as the temperature decreases further, the tension on the optical fiber becomes greater and greater, and the viscosity distribution of the material will gradually change from uniform to non-uniform Evenly distributed. Under such conditions, wire drawing will form different levels of stress concentration in the quartz material, which will offset the effect of reducing the attenuation of the optical fiber caused by the temperature decrease. If the drawing temperature is further reduced, the stress concentration in the optical fiber accounts for a more important factor, which causes the attenuation of the optical fiber to increase again.
Two important properties of single-mode fiber
Cut-off wavelength and mode field diameter are two extremely important performance parameters of single-mode fiber, and drawing tension is one of the important control parameters in the drawing process.
Cut-off wavelength refers to the fact that a single-mode fiber usually has a certain wavelength. When the wavelength of the transmitted light exceeds this wavelength, the fiber can only propagate light in one mode of the fundamental mode. This wavelength is called the cut-off wavelength. The cutoff wavelength is determined by the structural parameters of the optical rod, such as the core diameter of the optical fiber and the relative refractive index difference â–³ between the core and the cladding. Mode field diameter, because the energy in the single-mode fiber is not completely concentrated in the core, but a considerable part of the energy is stored in the cladding. Therefore, the core diameter should not be used as the characteristic parameter for single-mode fiber, but the mode The field diameter is used to describe the range of light energy concentration in a single-mode fiber. Generally, the spot size corresponding to 1 / e2 of the maximum value of the light intensity distribution is taken as the mode field diameter. The drawing tension is the sum of the resistance caused by the viscosity of quartz in the fiber forming area and the resistance to the fiber coating. The drawing tension is determined by the working temperature of the heating furnace and the drawing speed.
Temperature is the key to changing fiber characteristics
The theoretical calculation formula of the cutoff wavelength is:
λc = 2πα (n12-n22) 1/2 / 2.405 (3)
Where α is the core radius, n1 is the refractive index of the core layer, and n2 is the refractive index of the cladding. It can be seen from the formula that λc is determined by α, n1 and n2, usually α and n2 will not change in the drawing. Then when the working temperature of the heating furnace changes, the refractive index n1 of the fiber core will also change accordingly. In wire drawing production, the working temperature of the heating furnace is usually determined according to the wire drawing tension, thereby changing the distribution of the core refractive index n1, changing n12-n22 within a certain range, and then changing the fiber cutoff wavelength and mode field diameter.
In order to increase the drawing tension, the heating furnace power is reduced, and the temperature in the furnace is reduced. At the same time, during the drawing process, the following thermal decomposition balance exists in the GeO2 in the core layer of the polished rod:
GeO2 = GeO + 1 / 2O2 (4)
When the temperature decreases, the above chemical reaction moves to the left, causing the concentration of GeO2 to increase. Since the refractive index of GeO2 is greater than the refractive index of GeO, the refractive index of the core layer n1 increases. From the cutoff wavelength calculation formula (3), it can be known that the core layer refraction As the rate n1 increases, the cutoff wavelength increases. Similarly, when the drawing tension decreases, the temperature in the heating furnace increases, and the above decomposition reaction moves to the right, so that the concentration of GeO2 decreases, and the core refractive index n1 decreases, so the cutoff wavelength decreases.
From the above analysis, it can be seen that the increase in tension during the drawing process must reduce the temperature in the heating furnace, so that the thermal decomposition chemical reaction present in the core layer of the optical rod moves to the left, causing the concentration of GeO2 to increase due to the refractive index of GeO2. The refractive index n1 of the core layer is greater than that of GeO, and the refractive index n2 of the cladding layer is invariable in the wire drawing, so the refractive index difference Δn = n1-n2 of the core layer and the cladding layer increases, so the refractive index reaches the cladding The light energy accumulated in the layer decreases, the light energy concentrated in the core increases, and the maximum value of the light intensity corresponding to the center of the core increases, that is, the size of the light spot-the mode field diameter decreases. Conversely, increasing the drawing furnace temperature reduces the drawing tension, and the above reaction moves to the right, the refractive index of the core layer will become smaller, the relative refractive index difference will also become smaller, and the light energy refracted into the cladding will increase. In this way, the mode field diameter becomes larger.
Vacuum Cleaner Ac Dry-Wet Motor
Vacuum Cleaner Ac Dry-Wet Motor,Vacuum Electric Cleaner Ac Motor,Wet Dry Vacuum Cleaner Motor,Wet And Dry Vacuum Cleaner Motor
Zhoushan Chenguang Electric Appliance Co., Ltd. , https://www.vacuum-cleaner-motors.com