
Coal-fired power plants play a very important role in the development of my country's power industry, and their power generation accounts for more than 80% of my country's total power generation. But while it provides us with sufficient power, it also pollutes and destroys the environment. Power plants will generate a large amount of industrial waste (fly ash or fly ash) during the power generation process. In order to ensure the safe operation of the boiler system and to protect the environment, the fly ash must be removed and transported in time, and the waste must be comprehensively utilized. At present, pneumatic ash removal systems are widely used, and requirements for improving dust removal efficiency and comprehensive utilization of fly ash are put forward to coal-fired power plants. In actual operation, the stability and reliability of the ash conveying system is poor, and the causes and locations of operation failures are also varied, resulting in a decrease in dust removal efficiency and a shutdown of the pneumatic ash conveying system, causing smoke and dust emissions to exceed the standard, and gray water polluting the environment , Affecting the normal production of the power plant.
2 Development of power plant pneumatic conveying technologyPneumatic conveying is a conveying method in which compressed air (or other gas) is used as the carrier, and the powder and granular materials are sent from one place to another by pneumatic force in a closed pipeline under a certain mixing ratio. The main task of the pneumatic ash removal system is to use the silo pump as the transmitter and compressed air as the power to dry the fly ash collected by the electrostatic precipitator to the ash storage along the ash removal pipeline, and then use the vehicle for the dry ash in the ash storage. Ship, or mix into wet ash and transport it by car.
In the 1920s, pneumatic conveying technology began to be applied to coal-fired power plants, mainly used to convey the fly ash at the bottom of the dust collector, and steam extractors were used as gas source equipment. In the mid-1950s, a few domestic power plants also began to adopt steam-extracted negative pressure pneumatic conveying systems. The disadvantage of this system is that the output is low and the transmission distance is short, the equipment is severely worn, the steam consumption is large, the safety and economy of the system operation are poor, and it is generally limited to small and medium power plants. After the 1960s, the positive pressure conveying technology of pump silo began to be applied in China. Since the 1980s, many power plants have successively introduced various types of advanced ash removal equipment and related technologies from developed countries, which further promoted the development of domestic power plant fly ash pneumatic conveying technology. Suspension conveying technology has developed from a single suction conveying type to a pressure conveying type and a suction-pressure combined type. The embolic conveying technology has also been successfully used in domestic coal-fired power plants. The theoretical research of gas-solid two-phase flow as the theoretical basis of pneumatic conveying technology and the design and calculation method of conveying system have also been continuously improved. At the same time, due to the rapid development of manufacturing technology and material engineering, the rapid progress of control technology and sensing technology, the conveying distance, conveying concentration, system output, equipment manufacturing technology and automation management level of pneumatic conveying system have been greatly improved, thereby improving Improve the reliability of the system and the economics of the project.
The large-scale promotion and application of electrostatic precipitators in domestic coal-fired power plants began in the 1970s and has three irreplaceable advantages for the comprehensive utilization of fly ash: dry dust collection, so that fly ash can maintain its original good activity; High dust efficiency can collect the most valuable fine dust particles to the greatest extent; its own multi-electric field dust collection structure has the characteristics of particle size classification of dry ash, which can realize coarse, medium and fine ash removal, storage and separation .
With the implementation of my country's sustainable development strategy and the development of environmental protection and comprehensive utilization of fly ash, the application prospects of pneumatic ash removal technology for coal-fired power plants will become better and better.
3 Principle design of ash removal process automationThe pneumatic ash removal system uses the warehouse pump as the transmitter and compressed air as the power, and sends the fly ash collected by the electrostatic precipitator to the ash storage along the ash removal pipeline. The entire process is transported in the form of a sealed pipeline. The system is equipped with a dedicated air compressor as the dry ash transmission power and also serves as a control air source. At the end of the system, there is a dry ash storage for storing coarse and fine ash. Among them, the ash of the first and second electric field in the electrostatic precipitator is coarse ash, and the ash of the third and fourth electric field is fine ash. Under normal circumstances, the fly ash from the third and fourth electric fields can only be sent to the fine ash storage, and the coarse ash from the first and second electric fields can only be sent to the coarse ash storage. When the fine ash warehouse fails, the fine ash can be sent to the coarse ash warehouse.
The ash removal system designed by the system includes the ash hopper under the dust collector, ash storage and its auxiliary equipment, air compressor, ash storage tank, conveying equipment, pipelines, warehouse pumps, valves, etc. An electric dust removal system is connected to the ash conveying pipeline and leads to a dust collector. After being filtered by the dust collector, the fine ash powder enters the dry ash storage. At the ash hopper device, the dry ash removal treatment method or the water ash removal treatment method can be controlled through the electric three-way electric door, and the level gauge is used to monitor the dry ash storage capacity in the dry ash storage. When the dry ash in the ash hopper reaches different positions, the intensity of the natural β-ray emitted by the ash to the detector is different. The position of the dry dust is judged by the difference of the intensity of the rays measured by the detector. After being discharged from the ash hopper, the dry ash enters the warehouse pump through the feed valve, is discharged from the discharge valve, and is finally discharged to the ash storage tank for collection and reuse.
In the automatic control system of dry ash removal, PLC can take corresponding processing according to the ash position signal (high, normal, low) transmitted by the level gauge and the pressure value signal indicated by the electric contact pressure gauge above the warehouse pump. When the material level indicator indicates the high material level, the system opens the feed valve, closes the discharge valve, air intake valve, blowing aid valve, and solenoid valve with filter membrane, and the dry ash will be discharged from the ash hopper to the warehouse pump for dumping; The silo pump keeps storing ash and the internal pressure of the silo pump gradually rises. When the pressure exceeds the fixed value i, the electrical contact of the pressure gauge above the electrical contact is connected, and the icon of the electrical contact pressure gauge on the display screen of the host computer is displayed in red. The system will close the feed valve, the electric three-way electric door will close the dry ash inlet and stop dry ash removal. After that, the system opens the discharge valve, opens the solenoid valve with filter membrane, the blow assist valve, the air inlet valve and starts the air compressor. Under air pressure, the dry ash inside the warehouse pump is transported to the ash storage tank through the ash pipe. During this period, the internal pressure of the silo pump continues to rise. When the pressure exceeds the set value ii, the system will stop the air compressor, and then automatically close the intake valve, assisted blowing valve, and solenoid valve with filter membrane. After a period of time, the dry ash inside the silo pump gradually decreases and the pressure drops. When the pressure is lower than the set value i, the electric contact of the electric contact pressure gauge is disconnected, and the system display screen is displayed as green, and the system will automatically close the discharge valve. , Open the feed valve, open the electric three-way electric door to re-enter the dry ash removal process. The block diagram of the dry ash removal system is shown in Figure 1.
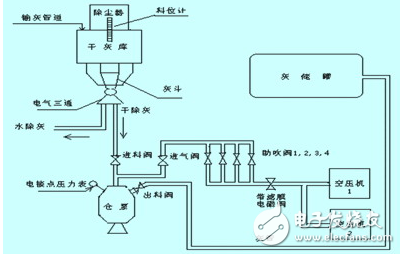
Figure 1 Block diagram of dry ash removal system
4 PLC control design of ash removal systemAccording to the needs of the system function and considering the reliability of the system, Siemens s7-200 series plc is selected to control the ash transportation. s7-200plc provides a variety of functions to make the compilation control more flexible and convenient; with expansion modules, it is easy to expand the system; the internal integrated ppi interface provides users with powerful communication functions to realize the communication between the upper computer pc and the PLC. Can realize programming, can also monitor the operation of the program.
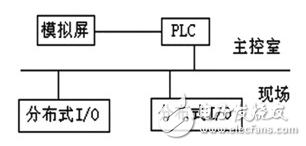
Figure 2 PLC control system structure diagram
4.1 Modular software design
The traditional programming mode executes each instruction in a linear or sequential manner, and the designed program is not easy to read and verify its correctness. This system design method pays attention to the modular structure and hierarchical characteristics of software design. Before designing the program, it is necessary to analyze and design the software composition and modular structure as a whole, and the program is gradually refined from top to bottom during design. This is easier to achieve control for systems with more complex control structures and functions. The structure of the control system is shown in Figure 2.
The system has manual control and automatic control functions, and the upper computer can monitor the ash conveying system.
4.2 User software function design
(1) The main functions of the program control part:
Timing program-controlled ash removal: PLC takes corresponding measures according to the ash position signal (high, normal, low) transmitted by the level gauge and the pressure value signal indicated by the electric contact pressure gauge above the warehouse pump;
High ash level priority ash discharge: When the level gauge indicates that the ash position is high, the plc prioritizes the ash discharge according to the interrupt request;
Program-controlled automatic ash conveying: When the system is in the program-controlled execution state, the plc will automatically convey ash to the dry ash removal system;
Remote operation: When the system is in the remote operation state, the operator can perform remote manual operation control in the control room.
2) Main functions of the upper monitoring part:
Process flow chart and trend chart display: the host computer can display the system process flow chart and track the pressure change of the warehouse pump for 1 hour, 8 hours, 12 hours, 24 hours, etc.;
Parameter display and alarm screen display: When the electric contact pressure gauge above the warehouse pump indicates high, the system automatically emits a warning sound and displays a red warning signal; when the level gauge monitors the high/low level in the ash hopper, the system sends a warning signal Wait;
Statistical management function and various report display and printing: The system can summarize and print reports, etc. of historical records (operation records of on-duty personnel, ash removal times, ash removal time, pressure curve, etc.);
Production process events and alarm records: the system can track and alarm records of abnormal events in the production process;
The program control system is networked with the main factory computer: the system can be networked with the main factory mis system to facilitate the registration of work record information, data transmission, and reporting.
5 ConclusionIn this paper, Siemens s7-200 series plc is used to control the ash conveying. In the dry ash removal system, an electric contact pressure gauge is used to control the feeding/discharging process of the warehouse pump. By setting the electric contact pressure i and ii, you can Automatically control the operation of dry ash removal, effectively avoiding problems such as pipeline blockage caused by the original system due to the unobvious control division of the feeding/discharging process. Real-time monitoring, fault display and recording improve the degree of system control automation, improve work efficiency and the comprehensive utilization rate of fly ash.
FM Antennas include dipoles, panels, yagi and logarithmic antennas for directional and omnidirectional patterns, ideal for any kind of coverage. Available polarizations are: Vertical, Horizontal, Circular.
DB provides both the antennas and all the elements of a complete antenna system: power dividers, coupling cables, mounting brackets.
We can also design the estimated coverage area for your antenna system thanks to our accurate software based on satellite maps.
Fm Antennas,Fm Dipole Antenna,2 Bay Dipole Antenna,Antena Dipole Fm
Anshan Yuexing Technology Electronics Co., LTD , https://www.yxhtfmtv.com